Advanced Laboratory Testing Equipment for
Food & Pharmaceutical Manufacturing
Precision instruments for color measurement, viscosity control, transparency and clarity testing, packaging environmental testing, and temperature monitoring — supporting product quality, regulatory compliance, and cold chain integrity.
The food and pharmaceutical industries operate under some of the most stringent quality, safety, and regulatory requirements in the world. Manufacturers must ensure consistent product quality, reliable production processes, compliant packaging systems, and complete traceability throughout the supply chain. From raw material inspection to final product release, quality control plays a critical role in protecting product integrity and maintaining consumer confidence.
In addition to product performance, visual appearance, color consistency, packaging quality, storage conditions, and transportation stability are essential factors that directly impact customer perception and regulatory compliance. Advanced testing and quality control solutions help manufacturers improve process reliability, reduce production variability, and maintain consistent quality standards.
By implementing advanced testing equipment and quality control instruments, manufacturers can improve product consistency, optimize production processes, ensure packaging quality, maintain regulatory compliance, and deliver products that meet the highest standards of safety, performance, and consumer confidence.
InnovLab Solutions provides advanced laboratory instruments and quality control solutions for food manufacturers, pharmaceutical companies, packaging producers, contract manufacturers, and quality assurance laboratories.

Color Measurement and Product Appearance Control
Spectrophotometers and standardized viewing conditions for packaging, labels, and finished products
Color is one of the most important quality indicators in both food and pharmaceutical manufacturing. Consumers often associate color consistency with freshness, product quality, and brand reliability. Even small color variations between production batches can affect customer perception and product acceptance.
Accurate color measurement helps manufacturers establish objective quality standards, improve batch-to-batch consistency, and maintain compliance with product specifications.
While instrumental color measurement provides objective data, visual color evaluation remains a critical part of quality control processes in food and pharmaceutical manufacturing.
Packaging materials, labels, cartons, printed components, and finished products are frequently evaluated under standardized lighting conditions before approval. Controlled viewing environments help manufacturers eliminate subjective judgment and ensure consistent color communication throughout the supply chain.

Viscosity Measurement and Process Control
Stormer, dip-cup, and rotational viscometers for processing performance and product stability
Viscosity is a critical quality parameter for many food, pharmaceutical, and personal care products. It directly influences processing behavior, filling performance, product stability, texture, and customer experience.
Routine viscosity monitoring allows manufacturers to maintain product consistency and optimize manufacturing efficiency.
Accurate viscosity measurement also helps identify formulation variations before they affect product quality. By using Stormer, dip-cup, and rotational viscometers for routine testing and process control, manufacturers can ensure batch-to-batch consistency, reduce waste, and maintain compliance with industry quality standards.

Transparency, Clarity and Light Transmission Testing
Optical measurement for films, sheets, packaging, lenses, displays, and transparent components
Transparent packaging plays an important role in both food and pharmaceutical industries. Consumers and healthcare professionals often rely on clear packaging to inspect product appearance and verify product integrity.
Manufacturers must ensure that bottles, containers, films, blister packs, and transparent packaging materials maintain excellent optical quality and consistent transparency. Advanced haze and clarity measurement instruments provide objective evaluation of packaging performance and visual quality.
In addition to visual appeal, transparency measurements help manufacturers meet quality standards, reduce production defects, and maintain consumer confidence. By monitoring haze, clarity, and light transmission throughout the production process, companies can ensure consistent packaging performance while protecting the product and enhancing its shelf presentation.
- ASTM D1003
- ASTM E430
- ISO 13468
- ISO 14782
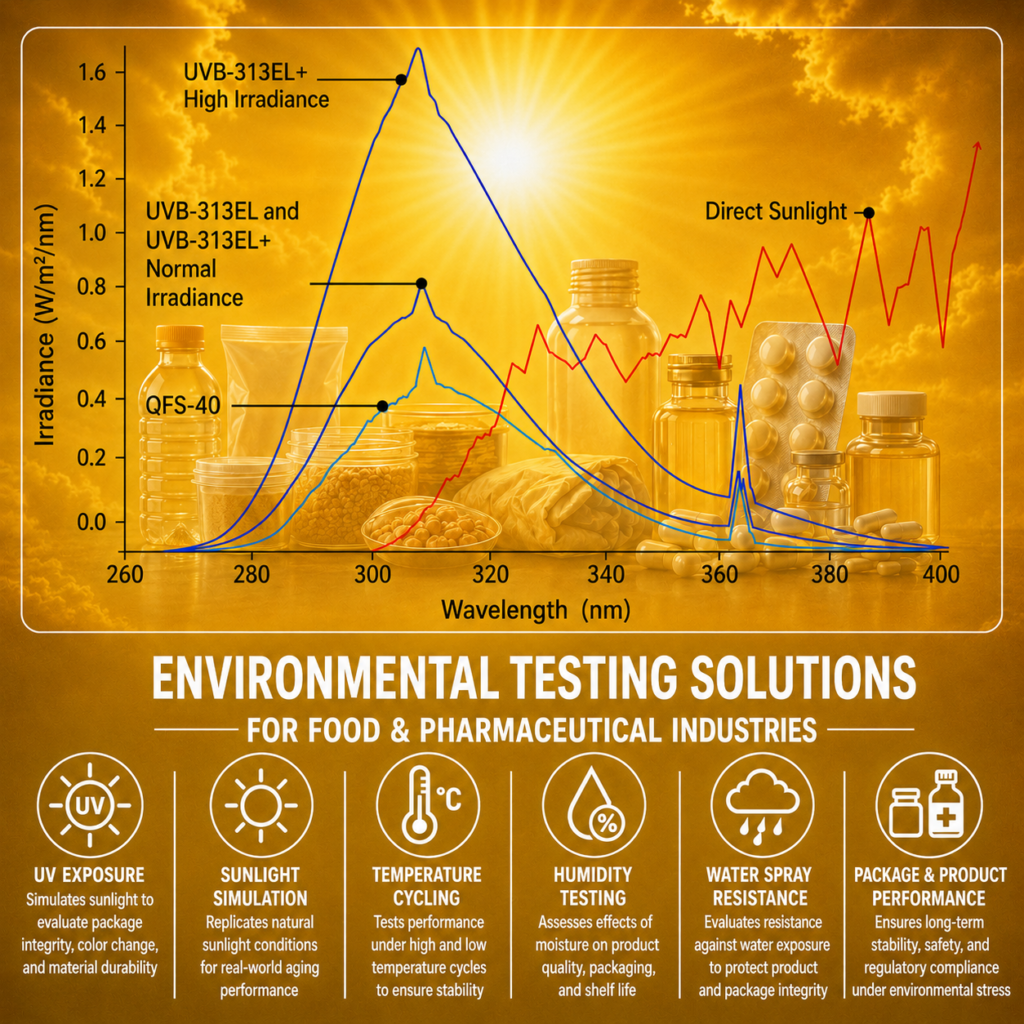
Environmental and Climate Testing for Packaging Systems
Conditioning, aging, and distribution testing to validate packaging durability and product stability
Food and pharmaceutical packaging must maintain its protective properties under various storage, transportation, and environmental conditions.
Environmental testing helps manufacturers evaluate the effects of temperature, humidity, and aging on packaging performance and product stability.
Digital Quality Management Solutions
Centralized data analysis · SPC · standardized appearance evaluation across global supply chains
Digital quality management platforms transform measurement data into actionable process intelligence, enabling manufacturers to monitor product quality in real time across production lines, laboratories, and multiple manufacturing sites. Centralized data collection and automated reporting improve transparency, reduce manual data handling, and provide immediate access to critical quality information throughout the organization.
Integrated trend analysis, statistical process control (SPC), and process monitoring tools help identify variations before they become production issues. By connecting quality data from suppliers, production facilities, and quality control laboratories, manufacturers can improve consistency, support continuous improvement initiatives, and ensure compliance with demanding automotive quality standards across the entire supply chain.
Advanced software solutions also facilitate standardized appearance evaluation by consolidating color, gloss, haze, DOI, and other appearance measurements into a single digital environment. Shared specifications, automated pass/fail criteria, and centralized databases help ensure that quality requirements are applied consistently regardless of production location or inspection point.
In addition, digital quality systems support traceability and data-driven decision making by maintaining comprehensive records of measurement results, production batches, and process parameters. This enables faster root-cause analysis, simplifies audits, and provides valuable insights for process optimization, helping manufacturers reduce waste, improve efficiency, and maintain consistent product quality on a global scale.
Need a complete laboratory solution for food or pharmaceutical production?
InnovLab Solutions provides integrated testing equipment packages covering color, viscosity, transparency, packaging environmental testing, and cold chain monitoring — from raw material inspection through final product release.