Advanced Laboratory Testing Equipment for
Textile Industry
Precision instruments for color measurement and consistency, weathering and light fastness testing, and temperature monitoring — helping textile manufacturers, dye houses, and garment producers achieve reliable color quality and process control.
The textile industry is one of the most diverse and quality-sensitive manufacturing sectors, supplying products for fashion, apparel, home furnishings, automotive interiors, technical textiles, medical textiles, protective clothing, carpets, and outdoor fabrics. In today’s competitive market, manufacturers must ensure consistent color quality, product durability, and compliance with international standards while maintaining efficient production processes.
From fiber dyeing and yarn production to fabric printing, finishing, and garment manufacturing, quality control plays a critical role throughout the textile value chain. Even minor color variations between production batches can result in product rejection, customer complaints, and increased manufacturing costs. As global brands demand tighter color tolerances and higher product consistency, objective testing and process control have become essential for modern textile manufacturers.
By implementing advanced textile testing equipment and quality control instruments, manufacturers can improve color consistency, optimize production processes, reduce waste, enhance product durability, and deliver textile products that meet the highest standards of quality, reliability, and performance.
InnovLab Solutions provides advanced textile testing equipment and quality control solutions for textile producers, dye houses, fabric manufacturers, garment producers, textile printers, technical textile suppliers, and fabric finishing companies.

Color Measurement and Textile Color Quality Control
Spectrophotometers and standardized viewing conditions for reliable color communication across the supply chain
Color consistency is one of the most important quality parameters in textile manufacturing. Manufacturers must ensure that fabrics, yarns, garments, and printed textiles maintain precise color specifications across different production batches, manufacturing facilities, and supply chains. Advanced spectrophotometers provide objective and repeatable color data, helping manufacturers establish digital color standards and improve color communication with customers and suppliers.
Although instrumental color measurement is essential, visual color evaluation remains a critical part of textile quality control. Textile products are frequently inspected and approved under standardized lighting conditions to ensure accurate color assessment throughout the supply chain. Different light sources can cause fabrics to appear differently, a phenomenon known as metamerism. Controlled lighting environments help manufacturers detect these variations before products reach customers.
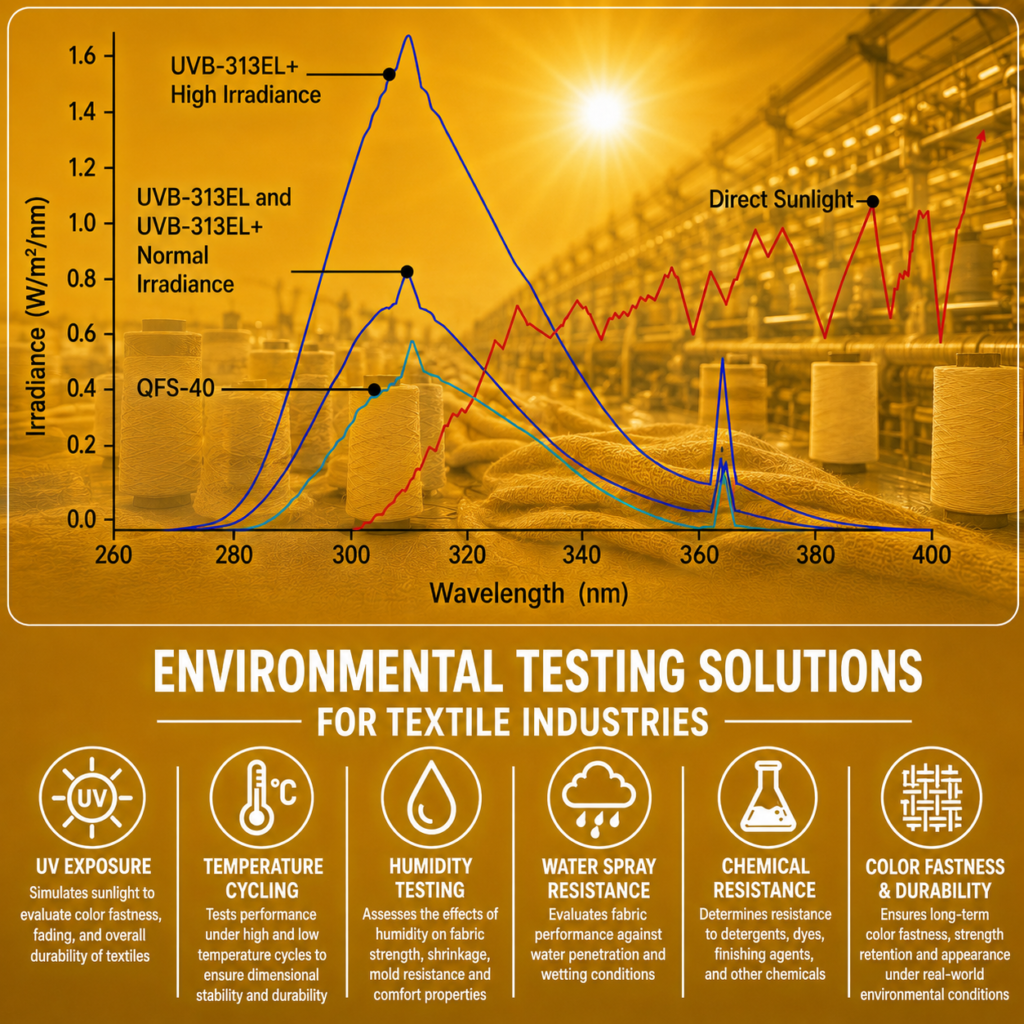
Weathering and Light Fastness Testing
Accelerated exposure testing for outdoor fabrics, automotive textiles, and long-term color retention
Many textile products are exposed to sunlight, UV radiation, moisture, heat, and outdoor environmental conditions during their service life. Over time, these factors can cause color fading, discoloration, and deterioration of textile materials.
Accelerated weathering methods simulate years of outdoor exposure in a controlled laboratory setting, reducing product development time and risk. These evaluations help manufacturers improve product reliability, maintain aesthetic appearance, and support long-term customer satisfaction.

Temperature Monitoring in Textile Manufacturing
Process verification for dyeing, drying, curing, coating, and heat-setting operations
Temperature monitoring solutions provide reliable verification of critical process conditions throughout textile production. Accurate temperature measurement helps ensure that dyes are properly fixed, coatings are correctly cured, and fabrics achieve the desired physical properties during heat-setting operations. Continuous monitoring allows manufacturers to detect temperature deviations early, minimizing the risk of defects, rework, and material waste. Recorded temperature data also supports quality assurance initiatives by providing documented evidence that critical process parameters were maintained throughout production. By improving process visibility and consistency, temperature monitoring systems help increase operational efficiency, enhance product uniformity, and support compliance with customer and industry quality requirements. Temperature verification is particularly valuable in high-volume production environments where even small temperature variations can have a significant impact on finished product performance and appearance.
Digital Quality Management Solutions
Centralized data analysis · SPC · standardized appearance evaluation across global supply chains
Digital quality management platforms transform measurement data into actionable process intelligence, enabling manufacturers to monitor product quality in real time across production lines, laboratories, and multiple manufacturing sites. Centralized data collection and automated reporting improve transparency, reduce manual data handling, and provide immediate access to critical quality information throughout the organization.
Integrated trend analysis, statistical process control (SPC), and process monitoring tools help identify variations before they become production issues. By connecting quality data from suppliers, production facilities, and quality control laboratories, manufacturers can improve consistency, support continuous improvement initiatives, and ensure compliance with demanding automotive quality standards across the entire supply chain.
Advanced software solutions also facilitate standardized appearance evaluation by consolidating color, gloss, haze, DOI, and other appearance measurements into a single digital environment. Shared specifications, automated pass/fail criteria, and centralized databases help ensure that quality requirements are applied consistently regardless of production location or inspection point.
In addition, digital quality systems support traceability and data-driven decision making by maintaining comprehensive records of measurement results, production batches, and process parameters. This enables faster root-cause analysis, simplifies audits, and provides valuable insights for process optimization, helping manufacturers reduce waste, improve efficiency, and maintain consistent product quality on a global scale.
Need a complete laboratory solution for textile production?
InnovLab Solutions provides integrated testing equipment packages covering color measurement, visual assessment, weathering and light fastness, and process temperature monitoring — from fiber and dye development through final inspection.